

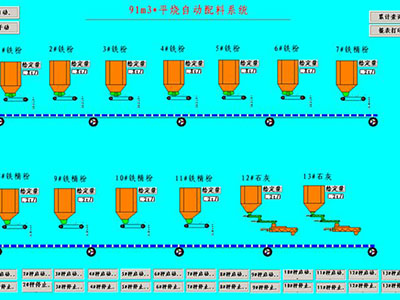
铁厂烧结配料自动化控制系统
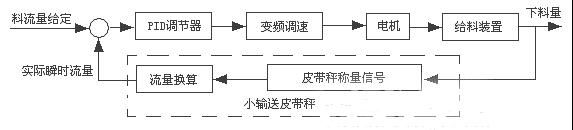
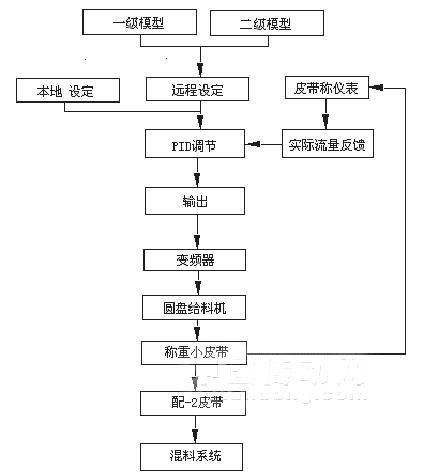
在冶金行业中,烧结矿成分稳定在炼铁工艺中起着非常重要的作用。其配比的准确性直接关系到烧结矿和炼铁的质量。在传统的烧结配料生产线上,主要依靠工人的“跑盘”抽样检查原料的配比,再进行控制,这样不仅速度慢、调节不及时, ;而且准确性差。引入计算机控制以后,提高了控制速度和配比的准确性,减轻了工人劳动强度,稳定了烧结矿的化学成分。在烧结配料生产线上,变频器控制圆盘的转速,从而调节下料速度,原料经阀门落到称重皮带上,再落到总皮带上,各料仓的原料按比例在总皮带上混合后,送混料系统。圆盘下料量由称重传感器测量,信号为4~20mA,直接送智能控制仪表,经控制智能控制仪表算得到瞬时下料量和累计下料量,下料量给定与实际料流量经过智能控制仪表的PID控制器运算后,通过智能控制仪表输出4~20mA的信号给变频器上,形成闭环控制,从而使下料量精 确。
工艺流程如图所示。
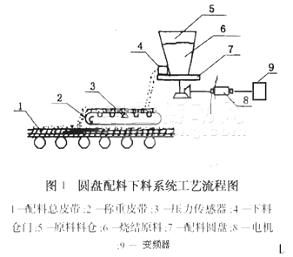
如图配料系统工艺流程图:
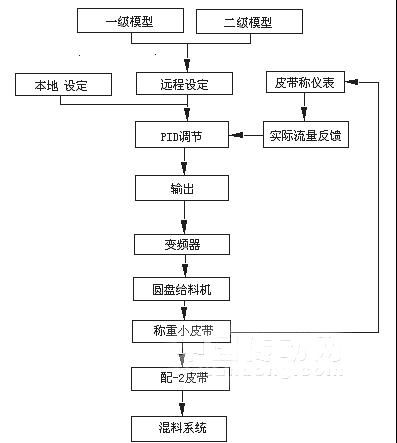
配料系统控制原理图:
配料系统电气部分
配料系统仪表部分
配料系统控制方式和控制模型
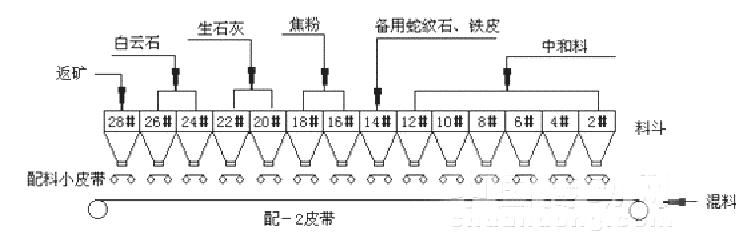
该配料系统中,自动配料有两种控制方式,本地控制和远程控制,本地控制是操作工根据生产要求和经验直接从上位输入配料设定值,远程控制是由模型计算得到各种配料的设定值,再根据每种物料的比例计算得到各料仓的配料设定值。配料系统中复杂和重要、要求高的要属模型计算,本系统主要使用一级模型:主要有烧结混合料量控制模型、燃料比率控制模型、 返矿比率控制模型等:
烧结机混合料量控制模型是为保持在线控制烧结机混合料仓中的料位为常数而设计的一级过程模型。
燃料比率控制模型是在线控制混合料中燃料的比率,模型充分考虑到碳元素和水分的含量,使烧结矿中碳的含量保持恒定,控制烧结生产中的固体燃料消耗。
返矿比率控制模型是使返矿在烧结混合料中的比率尽可能保持恒定。
电子皮带秤在配料系统中的应用
配料系统采用山东华联科技有限公司的TDG型皮带秤,其称重传感器的4~20mA信号直接引入智能控制仪表,因此,程序中作了校零、实物校验、零点鉴别、斜率修正等程序,相应的在上位机上的画面中也有每一个秤的校秤画面,校秤时,画面和现场配合完成。
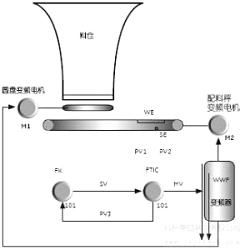
图中,M1:圆盘变频电机,驱动圆盘,控制圆盘速度,以控制下料量。M2:电子皮带秤变频电机。皮带秤采用变频电机,主要是考虑配料秤的使用范围较宽,当在低料量使用时,由于皮带速度快,皮带上的料层很薄,影响测量精度。采用变频电机,使皮带速度与给料速度同步,提高测量精度,达到提高控制精度的目的。
| 下一条:TDG微型定量给料机 | 上一条:TDG-500~1400定量给料机 |
 返回首页
返回首页
 电话
电话
 短信
短信